
双良集团成立近四十年,无数人为之辛勤付出、默默奉献。也许每个人的岗位都很平凡,但是每颗螺丝钉都发挥着重要的作用,都有不平凡的坚守。正是这种坚守与实干共同托举起“健康双良、国际双良,始终做一家受人尊敬的企业集团”的愿景,也正是这一份坚守默默用行动在兑现“一切以客户为中心”的承诺。
星空为什么灿烂,不是因为一颗星星耀眼,而是无数颗繁星成就了璀璨的星空。欢迎自荐,也欢迎推荐,繁星闪耀共同点亮双良。
投稿及提供线索进入本微信公众号页面直接发送消息即可,图片、文字、小视频均可。

工艺,是衔接产品设计、生产制造、品质控制环节的重要桥梁。在双良锅炉设计部,有这样一群技术精英,他们以忘我的工作热情和执着的匠心,钻研工艺难题,探寻解决之道,为公司提质提量、降本增效扛起了硬核担当。

今天故事的主角,就是来自双良锅炉设计部的焊接工程师严建俊,设备部的机械维修大师傅单建国,他们一位是技术专家,一位是设备大拿,在他们的“双剑合璧”下,双良锅炉成功实现了双丝埋弧焊优化技术在产品制造中的运用。
过去锅炉汽包加工制造,采用传统单丝埋弧焊技术。近年来伴随锅炉订单量增加,原有的单丝埋弧焊焊接熔敷效率低,已无法满足剧增的工程项目建设需求。
如何快速提高焊接效率,缩短生产周期,成为摆在工艺人员案头急需解决的重要命题。
”
为打破僵局,双良锅炉设计部一方面深入现场,与经验丰富的焊接操作工探讨焊接技术提升方法,一方面加强研究学习。在一次参观交流中,他们发现大厚板焊接制造中使用的双丝埋弧焊技术,对提高焊接制造效率,缩短产品交付周期效果显著。如果将这项技术应用到锅炉汽包加工制造中会如何?偶获的启发,似乎让设计部寻得了突围思路,对工程师严建俊来说这充满挑战而又非常期待。
双丝埋弧焊技术早就有应用了,但因为热输入较大,在锅炉、压力容器等承压设备制造领域还是很少应用的。在行业里这么干,双良锅炉真是第一次。
”
首先是试验论证。在主管领导张旭平副总经理的鼓励支持下,严建俊和同事们首次对双丝和单丝埋弧焊的对比实验,在充分验证了双丝埋弧焊技术的可行性后,他又围绕“原有焊接机头双丝布局排列、双丝焊接参数匹配、焊接工艺性能”展开进一步工艺探索试验,对焊接接头力学性能及金相组织进行分析。全面工艺性验证试验后,设计部最终确定采用“两套控制系统、两个电源、两根焊丝进入同一套焊接系统,一次焊两层焊道”的方案。
理论很完美,实践过程中却总是碰到各种挑战。在环缝试验阶段初期严建俊就遇到了一个大难题,在汽包环缝焊接过程中经常出现的焊缝成型不好、熔池溅出、根部焊道清渣困难等问题无法解决,一次次的失败,使得参与试验的同事开始怀疑技术的可行性,大家逐渐失去了信心。

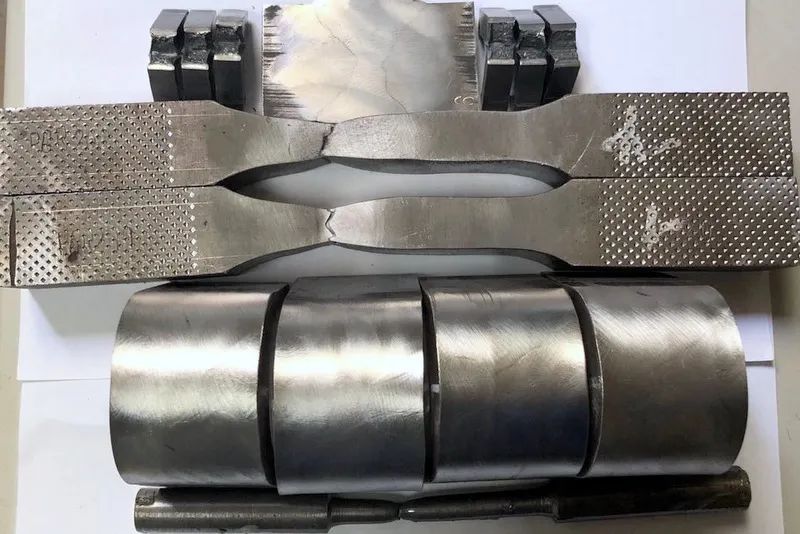
试验初期,在DN800锅筒环缝上焊接时发生的熔敷金属溅出。
面对重重挑战,生性不服输的严建俊与难题拗上了劲。每一次试验后,他都做出深刻总结,在失败原因与解决办法中反复思考,利用大量休息时间,查阅了相关学术论文技术资料,但“破局”似乎总是遥遥无期。偶然间与同学的一通电话,给这件事带来了转机。电话中,与从事海工产品制造并了解环焊缝焊接的同学的一番交流,为他理清了思绪,找到了针对性的措施。在优化了焊接参数的相关匹配后,在攻关上历尽劫波的严建俊终于成功了,双丝机头的结构排列、焊剂和焊缝金属溅出问题、根部焊道清渣困难都得到彻底解决。
但这还远远不够,工艺技术的完美效果离不开设备的支持。
”
故事的另一位主角,设备部机械维修组组长单建国表示“压力有点大”。对他来说,对水管车间埋弧焊进行双送丝双枪头同步焊接,不光要能纵缝焊接,还要能环缝双丝同步焊接,这是一次“从零开始”。
单建国考虑到两把焊枪共用一个机头同步焊接的要求特别高,便选用绝缘板作为关键材料,在绝缘板上再安装同排送丝导向轮,通过弧度的角度送入焊枪导电嘴。纵缝送丝机构由平排两组送丝导向轮构成,环缝选用背靠背的方式安装送丝导向轮。


尽管连续多日精心打磨,但第一次纵缝焊接试验还是让他在心提到了嗓子眼后随即急遽沉到了谷底,试验结果失败了。调整好状态,单建国通过对比实验数据,检查设备,找到了失败原因:出自送丝弧度负荷大、焊枪之间距离大、焊机焊接不稳定串弧。据此他又做了进一步改进,多次试验终于完成了纵缝双送丝双枪同步焊接的技改要求。
好事多磨。在纵缝双送丝双枪同步焊接的技改基础上,针对环缝双送丝双枪头同步焊接多次的试验,却一直没成功。严建俊、单建国和车间焊接师傅王友群一起,大家利用节假日在现场继续攻关,经常一呆就是一整天。在试验中他们先后对枪头角度、平行、送丝弧度、距离、前枪底后枪高、爬坡焊、焊接电流电压参数等等繁多项类进行调整,失败了,再重来!最终双丝双枪同步焊接试验成功,他们也成功掌握了双丝埋弧焊技术,经江阴特检院监督审核,4项焊接工艺通过了评定,12项现有埋弧机动焊操作人员资质符合新工艺应用要求。


经过半年多产品制造的持续跟踪验证,双丝埋弧焊的应用,不仅减少了锅炉产品焊接道次,焊接效率也得到了大幅提高,在缩短产品交付周期的同时减小了电能消耗。以DN800*46mm锅炉汽包为例,由原工艺焊16道缩减为11道,缩短产品制造周期1.5天。
千磨万击还坚劲,双良锅炉的两位“双子星”最终交出了令人欣喜的努力成绩。智能制造,离不开过程与方法的结合,未开辟的道路还很长,设计部的同仁们还将肩并肩,持续努力。


扫码关注
双良锅炉公众号

扫码关注
双良锅炉微博号


 苏公网安备 32028102001335号
苏公网安备 32028102001335号